Hot off the Press!!!
The Bakers at Sweet Tooth have finally unlocked the perfect recipe for our Cupcake Yo-yo. Take a closer look at our process here .
Our Cupcake Yo-Yo was composed of 4 unique parts, two injection molded parts and two thermoformed parts. Each Yo-Yo is symmetric, with a cake, frosting and sprinkles on both sides. It also comes with a stand in the shape of a cupcake cup to place the Yo-Yo when not in use.
Our Cupcake Yo-Yo was composed of 4 unique parts, two injection molded parts and two thermoformed parts. Each Yo-Yo is symmetric, with a cake, frosting and sprinkles on both sides. It also comes with a stand in the shape of a cupcake cup to place the Yo-Yo when not in use.

Exploded View of Cupcake Yo-Yo
The most challenging part to make was the injection molded frosting. Due to its complex geometry the part was made using the CNC lathe and 3D mill machining. The core mold was composed of shutoff surfaces ( is this what they are called?) such that holes for the sprinkles could be made while the cavity mold took the shape of the swirl for the frosting. The bottom of the frosting consisted of some notches so that we can have sprinkles on the bottom layer while the rest of the bottom had a straight wall to allow us to press-fit the frosting with the base of the Yo-Yo
.


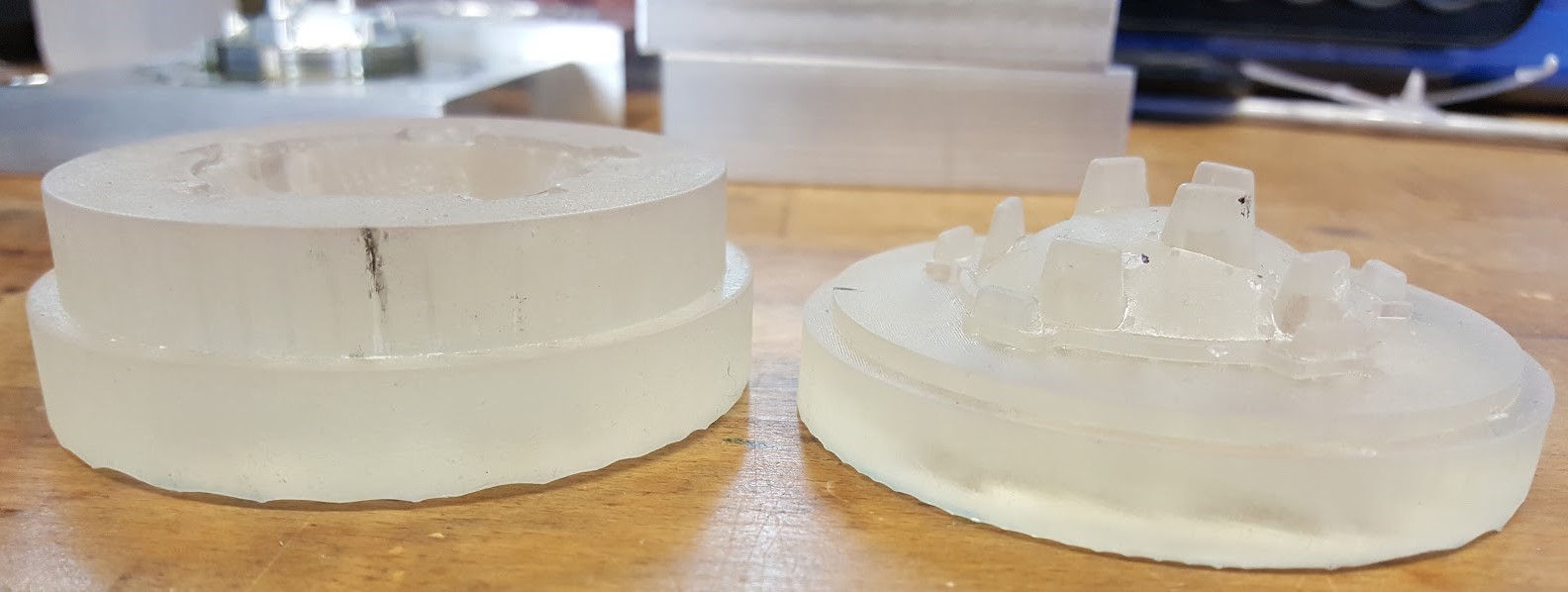
Frosting Core and Cavity Mold



Finished frosting top and bottom
The base of the Yo-Yo was an injection molded cake. The first iteration of this mold consisted of notches matching those in the frosting so that the two pieces would be a perfect press fit with the sprinkles sandwiched in between. However initial testing of the part showed us that we would need very tight tolerances so that the frosting and cake press-fit together perfectly. Therefore we re-machined the mold to remove the notches and only have an outer straight walled diameter to engage with the frosting.

Finished Cake
In between the frosting and cake is the thermoformed sprinkles that poke through the holes made in the frosting. We decided to use SLA printing to make the thermoform molds since we had tight features that would be difficult to machine. We first tried using a female mold for vacuum forming. However the the vacuum holes couldn't draw the plastic far enough into the small holes to give them enough height to poke through the injection molded frosting. Next we made an SLA printed male mold for drape forming which produced sprinkles with the desired height but also introduced webbing in the part which would interfere with the frosting. Finally we used both the male and female mold to produce the desired results; with the male mold sitting on the bottom to allow for drape forming, and then the female mold aligned perfectly to make sure the top and bottom molds met enough to mold the plastic into the proper shape but not too much as to break the molds or the thermoformed part.

Sprinkles Male and Female Mold

Finished Sprinkles Part
Finally, we made a thermoformed cup to properly display the Yo-Yo. This part was unique from other thermoformed parts usually made in 2.008 because it was very tall, which means that the plastic had to be drawn in significantly from the sides in order to form to the mold. In order to make this part we had to use new thermoforming routines such as plug assist to seal the plastic to the bottom of the mold so the vacuum holes could effectively draw in the plastic to the shape of the mold.

Plug Assist Process
Through this process we were able to achieve a very realistic cup shape.

Final Cup
Overall our bakers were satisfied with the end result. We succeeded in unlocking the recipe for a fully functional and realistic cupcake Yo-Yo.


We owe part of our success to the testing stages early on in which we used FDM to visualize our parts quickly and decide on any changes that needed to be made.
By 3D printing the cup we determined the largest size cup we can have to fit inside the tooling. It also helped us realize that the cup is unlikely to buckle outwards as was our fear. For the rest of the 3D printed parts we were able to visualize the scale of our Yo-Yo. We decided to increase the size of our parts to better fit in the hand and be comparable to a standard Yo-Yo size.
Design and Measure Specifications
Here are tables comparing our design specifications to measured specifications:
Design Specification
|
Measured Specification
| |
Cake press fit outer diameter
|
1.637” ± 0.0025”
|
1.638”± 0.001”
|
Frosting press fit inner diameter
|
1.627” ± 0.0025”
|
1.622” ± 0.001”
|
Cup height
|
1.375” ± 0.75”
|
1.368” ± 0.016
|
Sprinkles size
|
0.387” ± 0.0025”
|
0.388” ± 0.003”
|
Modified Specification for Mass Production
| |
Cake press fit OD
|
1.637 ± 0.0025”
|
Frosting press fit ID
|
1.625 ± 0.0025”
|
Cup height
|
1.370” ± 0.75”
|
Sprinkles diameter
|
0.387” ± 0.0025”
|
Cake : The cake is within the specifications. This means that we properly accounted for shrinkage while making the molds. Therefore for the modified specifications the same average can be used with a tolerance of .0025” for the press fit.
Frosting : The frosting is within specifications, but just barely. The average measured diameter is not exactly the measurement from the intended design. This can be due to the fact that it was difficult to measure the diameter of the press fit due to the notches. It is likely that the measured length is not exactly the diameter of the part, meaning the measured average diameter should be bigger and potentially within the specifications. In order to maintain a good press fit with the cake a modified specification of 1.625” ± 0.0025” should be used, to maintain close to a 0.01” press fit and be within the range of our produced parts.
Cup: The cup is well within the specification. This is because the tolerance for the part was very wide.
Cost Analysis

We received our quotes a for mold tooling costs and SLA printed parts from ProtoLabs. Also we made assumptions of the cost of machines by searching the internet. We used the equations given in the lecture slides to calculate the total unit costs.


$/unit
|
2.008: 50 units
|
Additive Manufacturing: 50 units
|
Large-Scale: 100,000 units
|
Material Cost
|
30.6812
|
0
|
30.5042
|
Equipment Cost
|
24.5000
|
0
|
0.0358
|
Tooling Cost
|
23.2384
|
0
|
0.1162
|
Overhead Cost
|
43.2000
|
46.4500
|
0.0093
|
Other Cost
|
0
|
235.300
|
0
|
Total Cost
|
121.6196
|
281.7500
|
30.6655
|
Design Changes for mass production
One of the main constraints from the 2.008 manufacturing equipment is how many parts we are able to produce at one time. With our the injection molding and thermoforming machines at our disposal, we were restricted to making one part at a time, whereas mass production would allow us to reach a target goal faster. Through the use of more machines and producing more parts per cycle, we would increase our production rate significantly. Also lab hours were one of our biggest constraints. Without the 8 AM - 5 PM limit, we would be able to produce parts overnight if need be with the large scale manufacturing equipment.
To meet the constraints of 2.008 manufacturing equipment, the biggest adjustment that we had to make was the diameter of our cup because the mold holder for the thermoforming machine had a diameter of 2.74 inches and we had initially designed it to be bigger. At the end, it came out nicely so I don't think we would change the dimensions for mass production.