Frosting
The frosting was the most difficult part of our cupcake to perfect. After several bumps on the road we were finally able to achieve a finished part.
Mold Design
We began by modeling the frosting in SOLIDWORKS with all the specifications that we need.

Using the SOLIDWORKS mold making function we generated models of our molds.


Mold Cavity Mold Core
Manufacturing Process
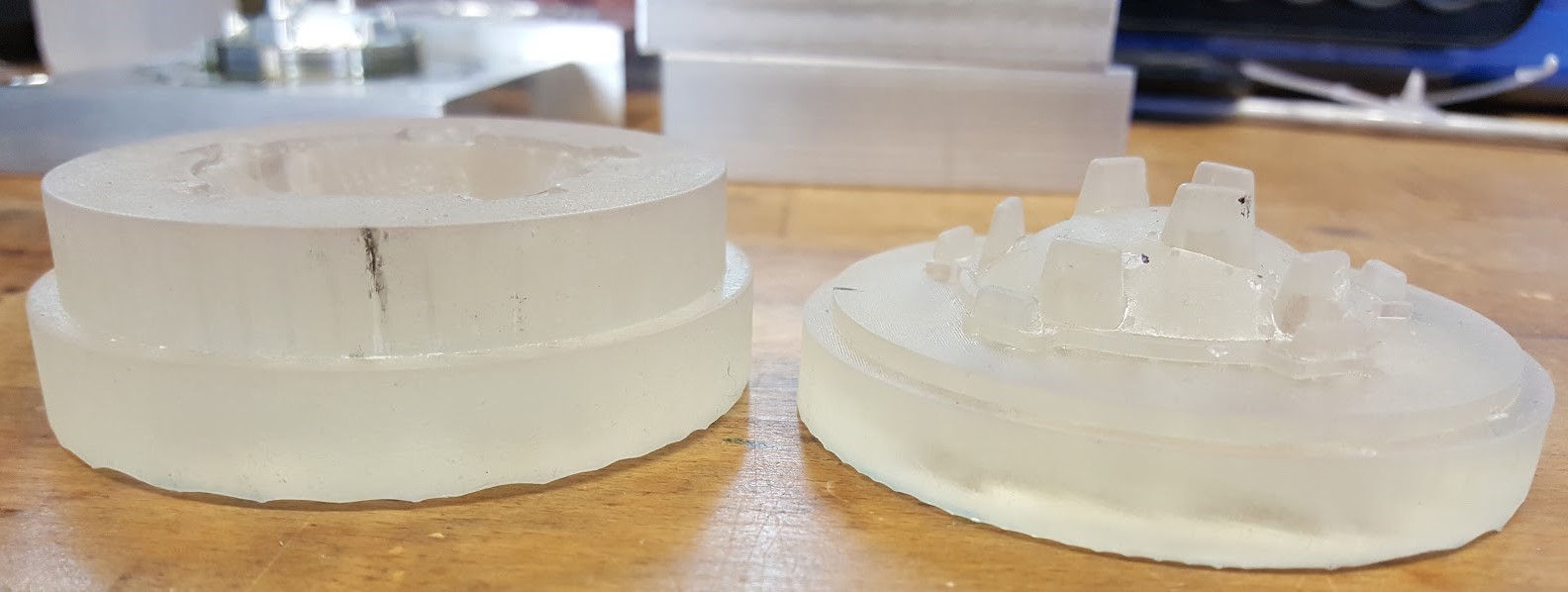
The cavity mold for the frosting was made mostly on the CNC lathe, the mill was only used to make the runner to allow the plastic to flow into the mold. For the core mold however, due to the complexity of its shape, we first machined the general shape on the CNC lathe and then used the 3D mill to cut out the more detailed features.

Machined core and cavity molds
We were able to machine these molds using the following process plan:
Frosting Cavity Process Plan:
Step
|
Operation
|
Machine
|
Tool
|
Justification
|
1
|
Rough bore
|
Daewoo Puma Lathe
|
10
|
For the first two layers of the frosting we want to remove as much material as the size of the tool allows
|
2
|
Finish cut
|
Daewoo Puma Lathe
|
10
|
Get a good surface finish for the first two layers
|
3
|
Rough bore
|
Daewoo Puma Lathe
|
5
|
For the 3rd layer of frosting because tool 10 is too big to reach this part of the mold
|
4
|
Finish cut
|
Daewoo Puma Lathe
|
5
|
Get a good surface finish for the 3rd layer
|
5
|
Groove
|
Daewoo Puma Lathe
|
9
|
To be able to get the tip exactly or close to the way we designed it, we made a groove to prepare the finish cut of the tip
|
6
|
Finish trepan
|
Daewoo Puma Lathe
|
7
|
We wanted a tool small enough to get inside the tip and finish it
|
7
|
Contour
|
Prototrack Mill
|
9
|
Make the runner
|
8
|
Ream
|
Drill press
|
.126 reamer
|
Open up the ejector pin holes
|
Frosting Core Process Plan:
In order to make the 3D machining of the core mold easier for the tools, we outlined the rough shape of the part first on the lathe, then we 3D machined it
Step
|
Operation
|
Machine
|
Tool
|
Justification
|
1
|
Rough cut
|
Daewoo Puma Lathe
|
1
|
Roughly carve out the shape of the mold
|
2
|
Finish cut
|
Daewoo Puma Lathe
|
13
|
Get a good surface finish before the 3D machining
|
3
|
Surface parallel
|
Hass mill
|
9
|
Make the dome shape of the mold
|
4
|
Surface Radial (x7)
|
Hass mill
|
9
|
Contour the 7 posts on the dome for the sprinkles holes on the frosting
|
5
|
Pocket facing
|
Hass mill
|
15
|
Machine the plane around the bottom of the dome and contour the 5 small posts sitting on the edges
|
6
|
Pocket remachining
|
Hass mill
|
20 (1/16” 5 degrees tapered end mill)
|
Contour the posts that were very close to the dome
|
7
|
2D contour
|
Hass mill
|
7
|
Rough cut of the edges of the frosting
|
8
|
2D contour
|
Hass mill
|
6
|
Better finish of the edges of the frosting core
|
9
|
2D contour
|
Hass mill
|
19(extended ⅛” ball endmill)
|
Even better finish of the edges of the frosting core and make sure we get the fillets that we added
|
10
|
Center drill
|
Prototrak mill
|
⅛” ball end mill
|
Mark the ejector pin holes
|
11
|
Drill
|
Prototrak mill
|
17
|
Drill out the ejector pin holes
|
12
|
Ream
|
Drill press
|
.126 reamer
|
Open up the ejector pin holes
|
We made the mistake of not drilling the ejector pin holes before giving the dome shape to the core mold and it was very difficult to do it after. The drill bit that we use (tool #17) was wandering off the holes and broke in the hole at the tip. As result we had to plug the hole in order for plastic not to get in it.

Core mold with plugged hole in the center
Injection Molding Process Parameters
Injection Hold
Injection Hold Pressure Profile P7-P16
| ||||
300
|
400
|
500
|
600
|
650
|
700
|
700
|
700
|
700
|
700
|
Injection Hold Time
|
Z2=8
| |||
Cooling Time
|
Z4=25
| |||
Set Screw Feed Stroke (Shot Size)
|
C1=1.5
| |||
Injection Boost
Injection Speed Profile: V12-V21
| ||||
3
|
3
|
3
|
3
|
3
|
2
|
1
|
.4
|
.2
|
.1
|
Injection Boost Pressure
|
P6=1600
| |||
Screw Feeding
Screw Feed Delay Time
|
Z3=10
|
Ejector
Ejector Counter
|
AZ=2
|
⅛” Ejector Pin Length: 5.446” (Quantity: 4 )
Total Shim Thickness: 0.094”
¼” Ejector Pin Number: 2
Special Ejector Pin Length: 5.849”, 5.812”, 5.811”, 5.819”
We began with a shot size of 1.7 and an uniform injection pressure of 700. However these parameters resulted in a significant amount of flash, so we reduced the shot size to 1.5. We also realized that the parts were coming out very hot, so we increased the cooling time to 25 seconds to allow the part to cool more in the mold and reduce shrinkage and warpage. At this point we were still getting some flash but the machine would inject to zero within the first stroke. We also noticed that the the screw would bounce back slightly in the first stoke. This hinted to us that the beginning injection hold pressure was too large. Lowering the injection hold pressure at the start lowered the force of the plastic being pushed into the machine. This also decreased the flash slightly. To get rid of the flash completely we also decreased the end values for the injection speed profile. This pushes the plastic into the mold slower, meaning the plastic is more viscous going into the mold, reducing flash. With this parameter changed we were able to eliminate the flash completely.
We also noticed that we have some voids in the bottom of the frosting. We tried to increase the shot size to fill the voids with plastic, and the injection pressure to pack the plastic into the voids. However, these changes did not remove the voids and started to introduce flash to our part again. We decided that we would keep the parameters that produced a part with no flash, and produce the frosting in a darker color so that the voids would not be visible unless you cut it open.


Frosting with voids Frosting without visible void but with little flash
It took us 3 minutes and 45 seconds to produce 5 parts, therefore it will take us 75 minutes to produce the 100 parts that we need for out Yo-Yos.
Cake
Through optimization of the injection molded cake we learned about the importance of tolerances, and how design for manufacturing greatly influences the finish of a part.
Our original mold design included a ring to press fit with the frosting, and notches that held the sprinkles and frosting together on top of the cake. However,that the notches in the mold were too thick and produced parts that were significantly warped due to uneven cooling time.We tried to increase the injection pressure and modify the injection speed pressure to decrease the warpage but that introduced too much flash to our part and resulted in burn marks. We soon realized that we would not be able to eliminate the warpage without having flash, so instead we modified the mold to include dowel pins in the notches in order to maintain a uniform wall thickness and a more even cooling time.


Warped due to uneven cooling time Modified original core mold with pins
At this stage we were also able to produce our first frosting part. Unfortunately the frosting and cake did not fit together; the press fit on the cake was too big to fit inside the frosting. Since the frosting mold was more complex than the cake mold we decided to remake the cake mold to achieve the press fit. For the new cake mold we removed the notches since we did not necessarily need them to make the press fit. Instead we used a simple ring to engage with the frosting and hold all the pieces together.

New core mold without notches
For the optimization process of the new mold we began with a shot size of 1.7 which gave us short shot, so we increased shot size until we filled the mold completely. With a shot size of 2 we were filling the mold but still resulting in some flash so we changed the injection speed profile to be slower at the end. This injects the plastic into the mold slowly at the end which increases the viscosity which reduces flash. With these parameter changes we were able to remove the flash. We also tried increasing the cooling time to 45 seconds to see if that reduces the shrinkage to improve the press fit, but we found that the diameter of the part did not change. Therefore we kept the cooling time at 30 seconds to reduce our production time.
At the beginning we were also producing parts with burn marks, which means that there was trapped air in the mold that was combusting. To solve this problem we drilled a .03" hole in the part of the mold where the air was trapped to allow it to escape. This got rid of the burn mark and produced perfect parts.
After testing and optimizing the frosting and the cake, some key design for manufacturing considerations that we should have made are:
- Make sure the critical dimensions of our part have the right tolerances in order to adjust our parts easily if they don’t fit in the case of a press fit
- Make sure our design allows us to measure the critical dimensions of our parts because it was difficult to measure the inner diameter of the frosting
- Underestimate the diameter of the part that fits inside the other in a press fit situation (the cake in this case), because we can modify the mold of the part instead of remaking it
Cup
To make the sprinkles and the cup using thermoforming, our team and the Daves pushed the bounds of the thermoforming processes that are used for 2.008.
With the help of new thermoforming routines such as the plug assist, we were able to achieve drastically better drape forming than we had been able to prior (watch a video of the process here):

The plug assist sealed the plastic to the bottom of the mold so the vacuum holes could effectively draw in the plastic to the shape of the mold, and we got the distinctive cupcake cup shape we were looking for.
Sprinkles
New-to-2.008 thermoforming techniques also helped us improve the shape of the sprinkles. The sprinkles are designed to fit in between the cake base and the frosting (and stick up through the frosting), so it's key that the sprinkles are both tall enough to poke through the frosting and match the inner shape of the frosting well.
In our first iteration of sprinkles thermoforming, we 3D printed via SLA a female mold that would vacuum form the sprinkles by drawing plastic down into the cavities

Female mold
The sprinkles we made using this method were not up to the standards of our bakers.

The sprinkles we produced with this mold were very small/short - the vacuum holes couldn't draw the plastic far enough into the small holes to give them enough height to poke through the injection molded frosting.
Next, we tried using a male SLA printed mold for drape forming of the sprinkles:

Male mold


Sprinkles with web between them
From the drape forming, we got sprinkles that had the required height, but didn't conform well to the inside of the frosting mold. This was because of the webs (the folds of plastic) that formed between some of the sprinkles that were closer together. No amount of parameter changes would reduce these webs enough to meet our specifications, so we decided to use both the male and female molds together to create the shape we were looking for:
Female and male molds

For this process, precision was key. The two molds needed to be very well aligned with respect to each other in order to avoid parts crashing and putting undue wear on the molds. The platen height was also set carefully to make sure the top and bottom molds met enough to mold the plastic but not too much as to break the molds or the thermoformed part. After aligning the molds correctly, we found a sequence of steps and parameters that entirely eliminated the webbing between sprinkles. We increased our heating time to increase the malleability of the plastic and made sure the two molds came together before the bottom vacuum came on. With these changes we were able to make the part almost exactly to our specifications!
No comments:
Post a Comment